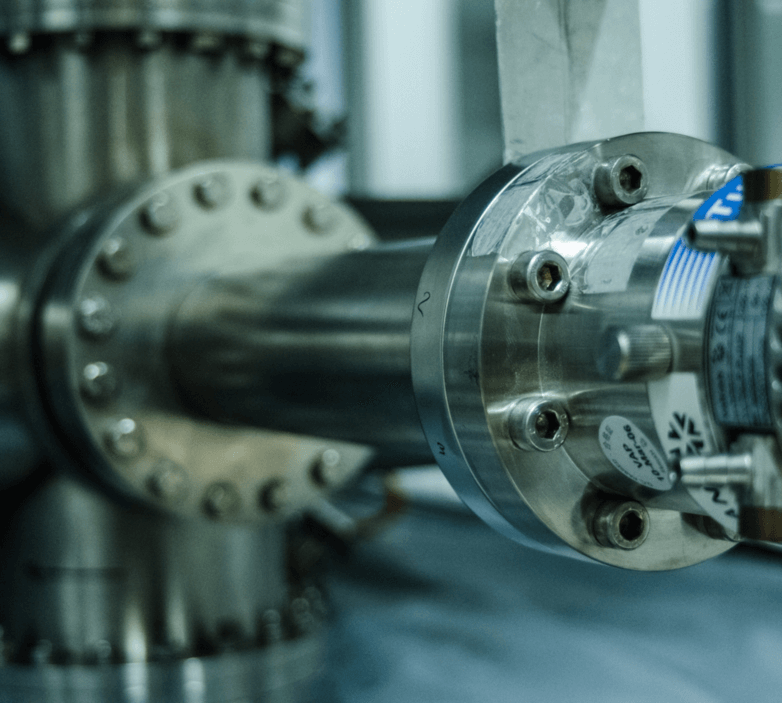




The Mechvac MT Series represents the pinnacle of vacuum pump technology.
This series, which combines cutting edge direct seal rotary vane technology with expert craftsmanship, is the pinnacle of excellence, fusing cutting edge innovation with demand driven design improvements.
Made from premium raw materials, every essential part guarantees that the M Series performs exceptionally well: reaching very high vacuum levels, minimizing noise and vibration, optimizing efficiency, guaranteeing unwavering reliability, and making installation and maintenance procedures easier.
| Model | 50/60Hz | MT25 | MT40 | MT63 | MT100 |
|---|---|---|---|---|---|
| Flow Rate | 50Hz | 25m3/h | 40m3/h | 63m3/h | 100m3/h |
| 60Hz | 30m3/h | 48m3/h | 76m3/h | 120m3/h | |
| Ultimate Pressure | mbar(abs) | 0.5 | 0.1 | ||
| Inlet Port | Inch | G3/4 | G11/4″ | ||
| Motor Power | KW | 0.75/1.1 | 1.1/1.5 | 1.5/2.2 | 2.2/3.0 |
| Speed | Min | 1440/1720 | 1440/1720 | 1440/1720 | |
| Noise | dB(A) | 61 | 64 | 63 | 65 |
| Oil Volume | L | 1 | 1.5 | 2.2 | |
| Weight | Kg | 19 | 42 | 55 | 75 |
| Model | 50/60Hz | MT160 | MT200 | MT250 | MT300 |
|---|---|---|---|---|---|
| Flow Rate | 50Hz | 160m3/h | 200m3/h | 250m3/h | 300m3/h |
| 60Hz | 190m3/h | 240m3/h | 300m3/h | 360m3/h | |
| Ultimate Pressure | mbar(abs) | 0.1 | |||
| Inlet Port | Inch | G2″ | |||
| Motor Power | KW | 4/5.5 | 5.5/7.5 | 5.5/7.5 | |
| Speed | RPM | 1440/1720 | |||
| Noise | dB(A) | 65 | 71 | ||
| Oil Volume | L | 6 | 7.5 | ||
| Weight | Kg | 149 | 193 | ||
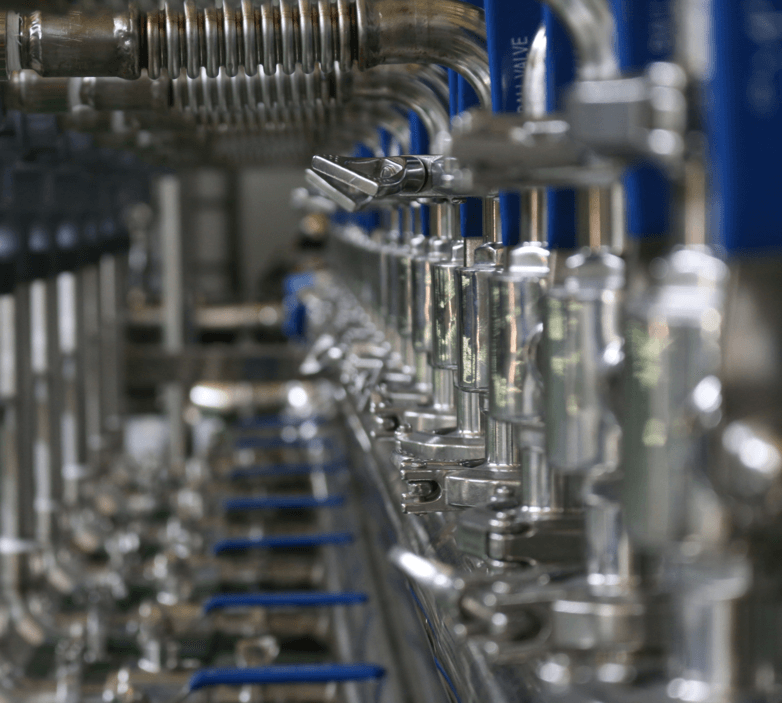
Mechvac’s oil-sealed rotary vane vacuum pumps are engineered for applications that demand deep vacuum performance, operational reliability, and consistent industrial efficiency.
They are designed for continuous-duty industrial use and are known to deliver stable vacuum generation, stable vacuum control, and reliable performance across various applications, including packaging, filtration, coating, heat treatment, medical, and general industrial uses.
Mechavac’s oil-sealed rotary vane vacuum pumps are built for industrial processes that require deeper vacuum levels and stable performance.
At Mechvac, we engineer them with oil-lubricated rotary vane technology, enabling them to deliver high vacuum efficiency, improved sealing performance, and steady operation across demanding production environments.
Unlike dry-running vacuum systems, oil-sealed rotary vane vacuum pumps are specifically suited for applications where achieving deeper vacuum levels is critical for process efficiency and performance consistency.
Mechvac’s oil-sealed operation improves internal sealing efficiency, vacuum stability, lubrication, and thermal management, reduces internal wear, and supports efficient thermal management during operation.
This makes Mechvac oil-sealed vacuum pumps an ideal choice for vacuum processes where repeatability, precision, and dependable vacuum depth directly impact production outcomes.
Industrial vacuum systems must perform consistently under demanding operating conditions, and Mechavac’s oil-sealed rotary vane pumps are engineered to exactly do that.
The oil-lubricated internal mechanism supports smoother operation while reducing friction between critical moving components. This contributes to improved mechanical longevity, stable vacuum performance, and reduced wear during continuous industrial operation.
The precision-engineered rotary vane design ensures stable evacuation performance while maintaining operational consistency across varying process demands. Integrated oil lubrication also assists with heat dissipation and internal sealing, enhancing pump efficiency and overall system reliability.
Designed for continuous-duty industrial environments, these oil-sealed rotary vane vacuum pumps are designed for continuous industrial applications where operational reliability is critical.
| Model | 50/60Hz | MT25 | MT40 | MT63 | MT100 |
| Flow Rate | 50Hz | 25m3/h | 40m3/h | 63m3/h | 100m3/h |
| Flow Rate | 60Hz | 30m3/h | 48m3/h | 76m3/h | 120m3/h |
| Ultimate Pressure | mbar(abs) | 0.5 | 0.1 | 0.1 | 0.1 |
| Inlet Port | Inch | G3/4 | G11/4″ | G11/4″ | G11/4″ |
| Motor Power | KW | 0.75/1.1 | 1.1/1.5 | 1.5/2.2 | 2.2/3.0 |
| Motor Speed | RPM | 1440/1720 | 1440/1720 | 1440/1720 | 1440/1720 |
| Noise | dB(A) | 61 | 64 | 63 | 65 |
| Oil Volume | L | 1 | 1.5 | 2.2 | 2.2 |
| Weight | Kg | 19 | 42 | 55 | 75 |
| Model | 50/60Hz | MT160 | MT200 | MT250 | MT300 |
| Flow Rate | 50Hz | 160m3/h | 200m3/h | 250m3/h | 300m3/h |
| Flow Rate | 60Hz | 190m3/h | 240m3/h | 300m3/h | 360m3/h |
| Ultimate Pressure | mbar(abs) | 0.1 | 0.1 | 0.1 | 0.1 |
| Inlet Port | Inch | G2″ | G2″ | G2″ | G2″ |
| Motor Power | KW | 4/5.5 | 4/5.5 | 5.5/7.5 | 5.5/7.5 |
| Speed | RPM | 1440/1720 | 1440/1720 | 1440/1720 | 1440/1720 |
| Noise | dB(A) | 65 | 65 | 71 | 71 |
| Oil Volume | L | 6 | 6 | 7.5 | 7.5 |
| Weight | Kg | 149 | 149 | 193 | 193 |
Packaging
Reliable deep vacuum generation for packaging systems requiring process consistency.
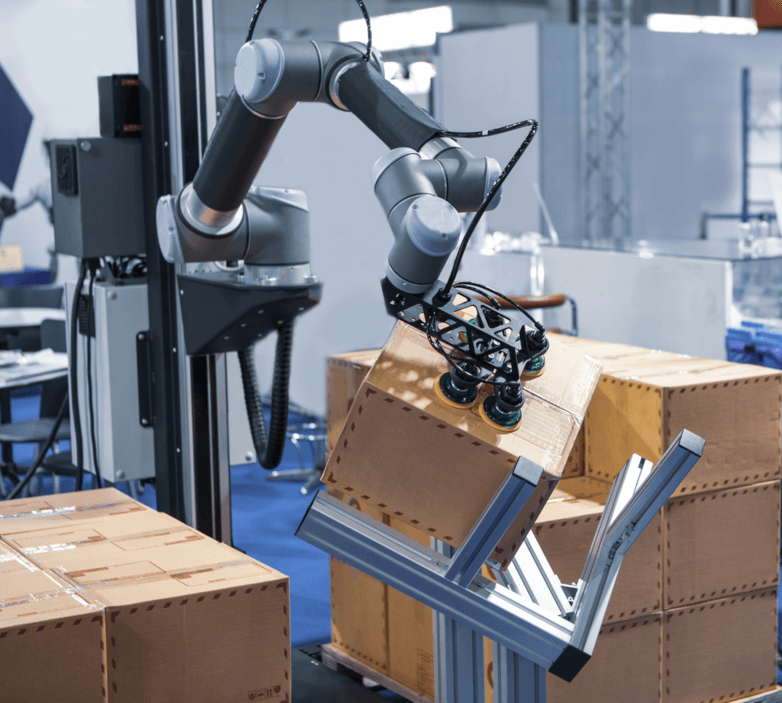
Handling & Lifting
Stable vacuum support for industrial automation and material handling systems.
Degassing & Drying
Suitable for drying and degassing applications with appropriate vapor management and gas ballast operation.
Foaming, Pressing & Laminating
Consistent vacuum performance for forming and controlled manufacturing processes.
Evacuation
Fast and dependable vacuum chamber evacuation for industrial equipment.
Heat Treatment
Reliable vacuum generation for controlled thermal processing environments.
Coating
Supports vacuum coating processes requiring stable and deeper vacuum levels.
Filtration
Efficient vacuum-assisted industrial filtration performance.
Lithium Battery Manufacturing
Suitable for demanding precision manufacturing environments.
Renewable Power
Supports vacuum processes in solar and advanced energy manufacturing.
Jewelry Casting
Precision vacuum support for casting and finishing applications with proper filtration and maintenance.
Medical
Suitable for selected medical and laboratory support systems subject to application compatibility.
Research & Development
Dependable vacuum performance for laboratories and controlled testing environments.
General Industry / Utility Vacuum
Reliable vacuum generation for everyday industrial applications.
The right vacuum pump depends on your process requirements, operating environment, and maintenance expectations.
Dry rotary vane vacuum pumps are ideal for cleaner operations, lower maintenance, and simplified system management, while oil-sealed rotary vane vacuum pumps are better suited for applications requiring deeper vacuum levels, enhanced process stability, and consistent high-performance operation.
Oil-sealed rotary vane pumps require periodic oil maintenance and appropriate exhaust filtration to maintain long-term performance.
Deeper Vacuum Levels – Ideal where high vacuum precision is critical
Continuous Industrial Operation – Engineered for demanding production environments
Stable Process Vacuum – Reliable performance for sensitive industrial operations
Thermal Stability – Better heat management during extended operation
Improved Internal Sealing – Enhanced vacuum efficiency through oil lubrication
High-Efficiency Evacuation – Fast and dependable chamber evacuation
Oil-sealed rotary vane vacuum pumps are best suited when vacuum depth, process precision, and consistent high-performance operation are critical
Oil-sealed rotary vane vacuum pumps are designed for low-pressure vacuum applications and can achieve deeper vacuum levels compared to dry-running vacuum pumps.
The oil helps with internal sealing, lubrication, and heat dissipation, which improves vacuum performance and operational stability.
Yes, they can handle moderate moisture and vapor loads better than dry pumps. For higher vapor loads, proper vapor management is recommended.
Oil replacement intervals depend on operating conditions, process contamination, and running hours. Regular oil inspection is recommended for reliable performance.
Gas ballast helps reduce vapor condensation inside the pump during operation, especially in applications involving moisture or condensable vapors.
Yes. These pumps are commonly used in continuous industrial applications requiring stable and reliable vacuum performance.
They are widely used in packaging, coating, heat treatment, filtration, degassing, and general industrial vacuum applications.
In many applications, exhaust filtration is recommended to reduce oil mist and maintain cleaner operating conditions.
Introducing the ultimate in precision vacuum engineering: the Mechvac RD oil sealed double stage vane pumps.
These pumps are multifunctional powerhouses that are trusted and used in both industrial production and cutting edge research.
They easily integrate into intricate pump configurations with high vacuum or Roots pumps.
Mechvac RD pumps are engineered to overcome atmospheric pressure and offer unmatched vacuum performance.
Discover the superiority of MTSP compressors and dry-running rotary vane vacuum pumps: they are incredibly powerful, dependable, and small.
They are perfect for industrial applications requiring quick, clean vacuum or compressed air because they don’t require lubrication.
Gain from increased performance and availability as a result of ongoing product improvement. Expect unmatched durability from MTSP because of its sturdy design and lifetime lubricated bearings.