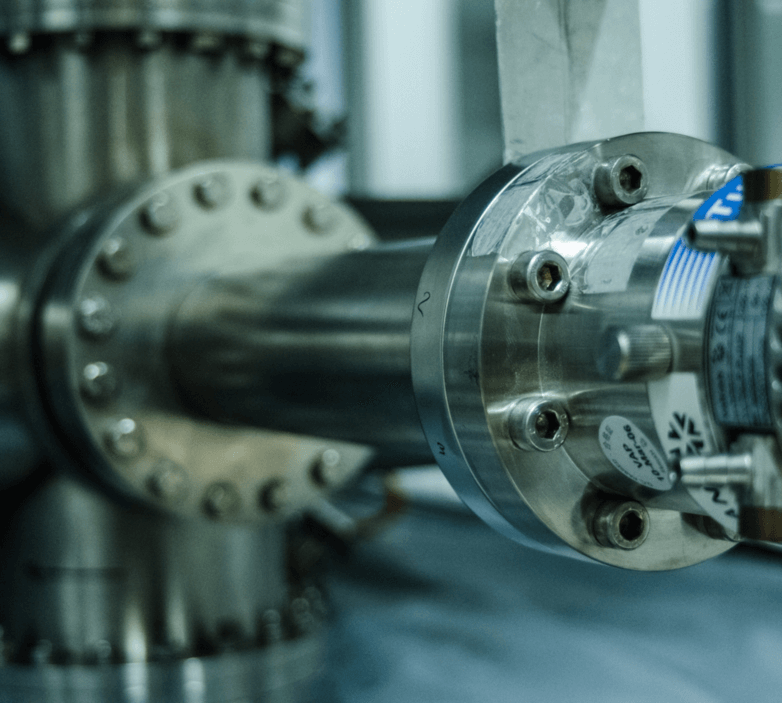
Introducing the ultimate in precision vacuum engineering: the Mechvac RD oil sealed double stage vane pumps.
These pumps are multifunctional powerhouses that are trusted and used in both industrial production and cutting edge research.
They easily integrate into intricate pump configurations with high vacuum or Roots pumps.
Mechvac RD pumps are engineered to overcome atmospheric pressure and offer unmatched vacuum performance.
| Model | 50/60Hz | RD010 | RD016 | RD020 | RD030 | RD040 |
|---|---|---|---|---|---|---|
| Rated Flow Rate | 50Hz | 9.9m3/h | 14.4M3/h | 20M3/h | 30m3/h | 40m3/h |
| 60Hz | 12m3/h | 17.4M3/h | 24m3/h | 36m3/h | 48m3/h | |
| Ultimate Pressure Without Gas Ballast | mbar | 5.0×10-3 | ||||
| Ultimate Pressure WithGas Ballast | mbar | 5.0×10-2 | 5.0×10-3 | 5.0×10-4 | ||
| Diameter | 25 | 40 | ||||
| Motor Power | KW | 0.4 | 0.55 | 0.75 | 1.5 | |
| Motor Speed | 50Hz | 1400/1410 | 1400/1420 | 1400/1410 | 1440/1420 | |
| 60Hz | 1680/1710 | 1680/1710 | 1700/1720 | |||
| Noise | dB(A) | 64 | 68 | |||
| Oil Volume | L | 11 | 1.2 | 0.75/1.5 | 1.2/2.8 | |
| Weight | Kg | 24 | 27 | 32 | 63 | |
| Model | 50/60Hz | RD060 | RD080 | RD090 | RD175 | RD0275 |
|---|---|---|---|---|---|---|
| Rated Flow Rate | 50Hz | 60m3/h | 80m3/h | 90m3/h | 175m3/h | 275m3/h |
| 60Hz | 72m3/h | 96m3/h | 108m3/h | 180m3/h | 306m3/h | |
| Ultimate Pressure Without Gas Ballast | mbar | 5.0×10-3 | 5.0×10-3 | |||
| Ultimate Pressure WithGas Ballast | mbar | 2.0×10-4 | 1.0×10-2 | |||
| Diameter | KF 40 | KF50 | ||||
| Motor Power | KW | 2.2 | 3.7 | 5.5 | 7.5 | |
| Motor Speed | 50Hz | 1400 | 1400/1410 | |||
| 60Hz | 1700/1680 | 1720/1710 | ||||
| Noise | dB(A) | 70 | 75 | |||
| Oil Volume | L | 2.5/4.0 | 4.2/6.3 | 16/25 | 23/28 | |
| Weight | Kg | 2.5/4.0 | 4.2/6.3 | 16/25 | 23/28 | |
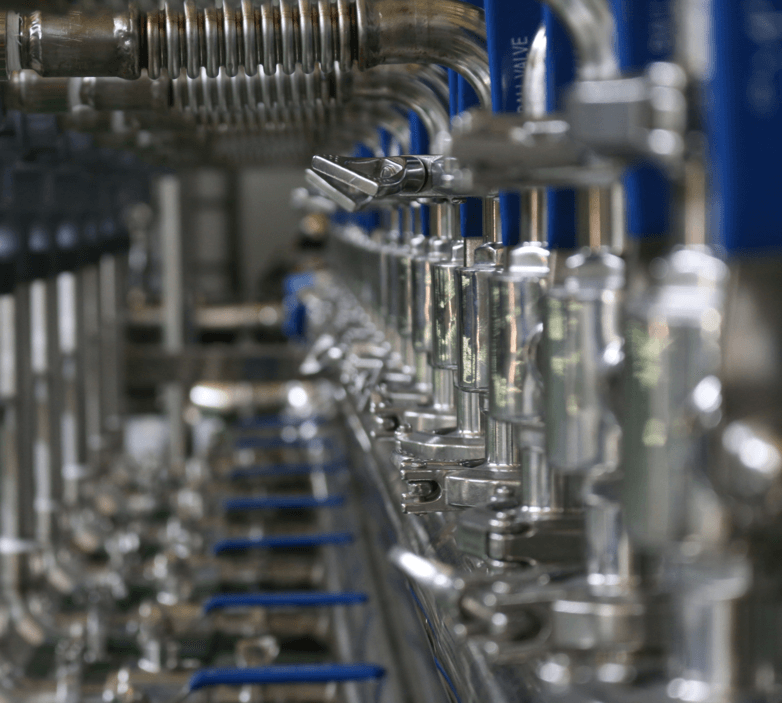
Mechvac’s double-stage rotary vane vacuum pumps are designed for applications where standard vacuum performance is not enough.
They are specially built for deeper vacuum generation and consistent process control. These pumps are widely used in industrial and laboratory applications where stable vacuum generation is required.
The double-stage oil-sealed rotary vane pump design enables significantly lower pressure levels compared to single-stage vacuum pumps. This makes them ideal for processes that require improved vacuum precision, stable evacuation, and better operational consistency.
These pumps are engineered for continuous industrial use as they combine fine vacuum performance with robust construction, low vibration operation, and efficient thermal management to support demanding production environments.
There are certain industrial applications that require precision and consistent performance, and Mechvac’s double-stage oil-sealed rotary vane pumps are built exactly for that.
Engineered using high-strength stator and end plate construction with rotor components, these pumps are designed for durability, wear resistance, and long-term operational reliability.
The precision-balanced rotor design minimizes vibration while supporting smoother and quieter operation.
Comes with integrated oil lubrication, which enhances sealing efficiency, reduces internal wear, and supports stable fine vacuum performance. Also, the built-in oil check valve helps prevent oil backflow into connected process equipment.
| Model | 50/60Hz | RD010 | RD016 | RD020 | RD030 | RD040 |
| Rated Flow Rate | 50Hz | 9.9m3/h | 14.4M3/h | 20M3/h | 30m3/h | 40m3/h |
| Rated Flow Rate | 60Hz | 12m3/h | 17.4M3/h | 24m3/h | 36m3/h | 48m3/h |
| Ultimate Pressure Without Gas Ballast | mbar(abs) | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 |
| Ultimate Pressure WithGas Ballast | mbar(abs) | 5.0×10-2 | 5.0×10-3 | 5.0×10-4 | 5.0×10-4 | 5.0×10-4 |
| Diameter | 25 | 25 | 25 | 40 | 40 | |
| Motor Power | kW | 0.4 | 0.55 | 0.75 | 1.5 | 1.5 |
| Motor Speed/RPM | 50Hz | 1400/1410 | 1400/1420 | 1400/1410 | 1440/1420 | 1440/1420 |
| Motor Speed/RPM | 60Hz | 1680/1710 | 1680/1710 | 1680/1710 | 1700/1720 | 1700/1720 |
| Noise | dB(A) | 64 | 64 | 64 | 68 | 68 |
| Oil Volume | L | 11 | 1.2 | 0.75/1.5 | 1.2/2.8 | 1.2/2.8 |
| Weight | Kg | 24 | 27 | 32 | 63 | 63 |
| Model | 50/60Hz | RD060 | RD080 | RD090 | RD175 | RD0275 |
| Rated Flow Rate | 50Hz | 60m3/h | 80m3/h | 90m3/h | 175m3/h | 275m3/h |
| Rated Flow Rate | 60Hz | 72m3/h | 96m3/h | 108m3/h | 180m3/h | 306m3/h |
| Ultimate Pressure Without Gas Ballast | mbar(abs) | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 | 5.0×10-3 |
| Ultimate Pressure WithGas Ballast | mbar(abs) | 2.0×10-4 | 1.0×10-2 | 1.0×10-2 | 1.0×10-2 | 1.0×10-2 |
| Diameter | KF 40 | KF 40 | KF 40 | KF50 | KF50 | |
| Motor Power | KW | 2.2 | 3.7 | 3.7 | 5.5 | 7.5 |
| Motor Speed/RPM | 50Hz | 1400 | 1400 | 1400/1410 | 1400/1410 | 1400/1410 |
| Motor Speed/RPM | 60Hz | 1700/1680 | 1700/1680 | 1720/1710 | 1720/1710 | 1720/1710 |
| Noise | dB(A) | 70 | 70 | 70 | 75 | 75 |
| Oil Volume | L | 2.5/4.0 | 2.5/4.0 | 4.2/6.3 | 16/25 | 23/28 |
| Weight | Kg | 2.5/4.0 | 2.5/4.0 | 4.2/6.3 | 16/25 | 23/28 |
Packaging
Reliable vacuum performance for precision packaging applications.
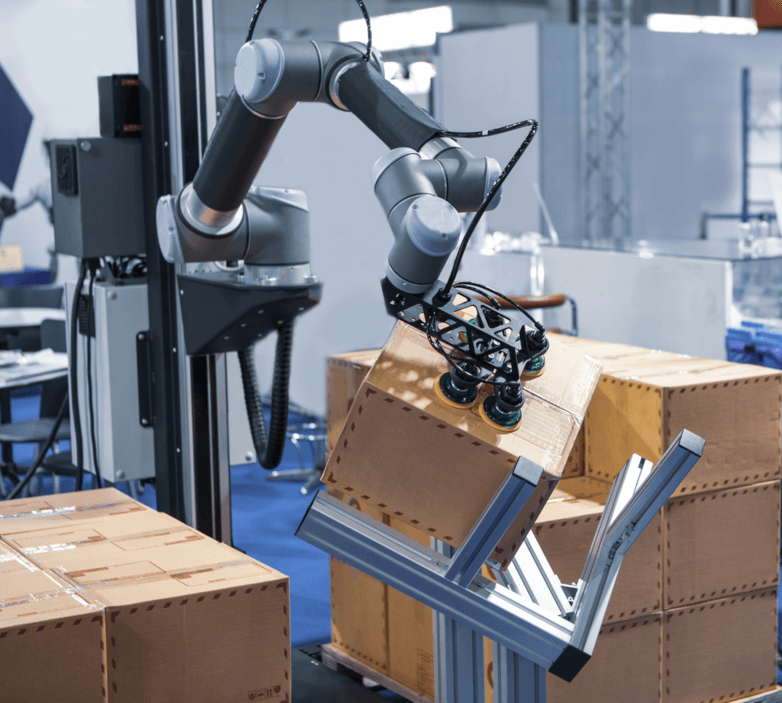
Handling & Lifting
Stable vacuum support for automated material handling systems.
Degassing & Drying
Efficient removal of trapped gases and moisture in controlled industrial processes.
Foaming, Pressing & Lamination
Consistent deep vacuum for controlled manufacturing processes.
Evacuation
Fast and dependable chamber evacuation for industrial equipment.
Lithium Battery Manufacturing
Precision vacuum performance for demanding battery production environments.
Filtration
Reliable vacuum-assisted filtration for industrial processing systems.
Pneumatic Conveying
Supports vacuum-assisted industrial material transfer applications.
Renewable Power
Supports vacuum processes in advanced energy manufacturing.
Medical
Suitable for controlled vacuum applications in healthcare environments.
Research & Development
Dependable deep vacuum for laboratories and testing environments.
General Industry / Utility Vacuum
Reliable vacuum generation for diverse industrial applications.
The right vacuum pump depends on your process requirements, operating environment, and vacuum performance expectations.
Single-stage oil-sealed vacuum pumps are used for standard industrial vacuum applications, while double-stage rotary vane vacuum pumps are suitable for processes requiring deeper vacuum levels, improved vapor handling, and enhanced vacuum stability.
Choose Double Stage Rotary Vane Vacuum Pumps If You Need:
Deeper Vacuum Performance – Ideal for applications requiring significantly lower ultimate pressure levels
Improved Vapor Handling – Better tolerance for moisture and vapor-heavy applications
Enhanced Process Stability – Consistent vacuum performance for precision industrial operations
Reliable Continuous Operation – Built for demanding industrial and research environments
Efficient Thermal Management – Dual cooling fans support reduced operating temperatures.
Built-In Oil Backflow Protection – Prevents oil migration into connected process equipment.
Compact Space-Saving Design – Easy integration into industrial systems and equipment
Low Noise & Vibration – Smoother operation for stable industrial performance
Double-stage rotary vane vacuum pumps are ideal when deep vacuum performance, process precision, and stable high-vacuum operation are critical.
A double-stage rotary vane vacuum pump uses two compression stages to achieve lower pressure levels and more stable vacuum performance compared to single-stage pumps.
These pumps are designed for applications requiring fine vacuum levels and can achieve significantly lower ultimate pressure than standard single-stage vacuum pumps.
Gas ballast helps reduce vapor condensation inside the pump during operation, especially in applications involving moisture or condensable vapors.
Yes, they offer better vapor tolerance than many standard vacuum pumps. For higher moisture loads, proper gas ballast operation is recommended.
Double-stage vacuum pumps are designed to achieve lower ultimate pressure and improved vacuum stability, while single-stage pumps are commonly used for standard industrial vacuum applications.
Oil replacement depends on operating conditions and process contamination. Regular oil inspection is recommended to maintain vacuum performance and pump life.
Yes. These pumps are commonly used in continuous-duty industrial and laboratory applications requiring stable vacuum conditions.
They are widely used in packaging, coating, filtration, laboratory systems, lithium battery manufacturing, and other precision vacuum applications.
At Mechvac, we engineer double-stage rotary vane vacuum pumps for applications requiring enhanced process stability, deeper vacuum levels, and reliable continuous duty performance.
These double-stage rotary vane vacuum pumps are designed for demanding industrial and research environments to deliver superior vacuum efficiency, better tolerance to moisture and condensable vapors, low noise operation, and reliable performance across precision manufacturing and critical vacuum applications.
Discover the superiority of MTSP compressors and dry-running rotary vane vacuum pumps: they are incredibly powerful, dependable, and small.
They are perfect for industrial applications requiring quick, clean vacuum or compressed air because they don’t require lubrication.
Gain from increased performance and availability as a result of ongoing product improvement. Expect unmatched durability from MTSP because of its sturdy design and lifetime lubricated bearings.
The Mechvac MT Series represents the pinnacle of vacuum pump technology.
This series, which combines cutting edge direct seal rotary vane technology with expert craftsmanship, is the pinnacle of excellence, fusing cutting edge innovation with demand driven design improvements.
Made from premium raw materials, every essential part guarantees that the M Series performs exceptionally well: reaching very high vacuum levels, minimizing noise and vibration, optimizing efficiency, guaranteeing unwavering reliability, and making installation and maintenance procedures easier.