A-204, Mayfair Corporate Park, Besides Collabera, Kalali-Talsat Road, Vododara, Gujarat, India - 390012
Plot No.- 351, Horizon Industrial Park, Bamangam, Karjan, Vadodara, Gujarat India - 391210
Mon-Fri (9 am - 8 pm)
Your Premier ‘Made in India’ Manufacturer of Advanced Vacuum Solutions
Today, industries are focused on boosting productivity while reducing emissions. Dry vacuum pumps are a great solution. They help companies improve efficiency, maintain high-quality output, and create a smaller environmental footprint.
A dry vacuum pump works without using oil or other fluids to create a vacuum. This means no risk of contaminating the process gas or producing waste. These pumps are also easier and cheaper to maintain compared to traditional wet vacuum pumps. Plus, they can recover leftover solvent vapors at the discharge stage.
Dry vacuum pumps handle tough and challenging gases in various industries. They are commonly used in processes like drying, solvent recovery, distillation, evaporation, crystallization, deodorization, and filtration.
There are two main types of dry vacuum pumps:
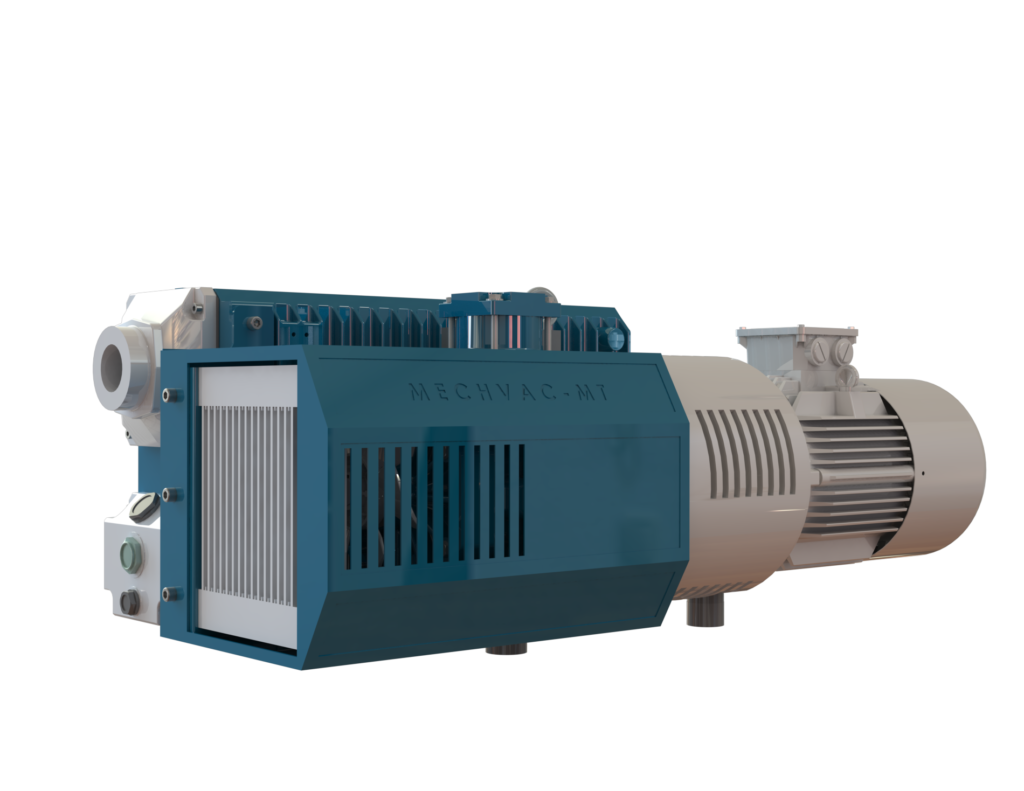
These pumps use two screw rotors that spin inside a cylinder. The gas gets trapped between the cylinder and the screws, then moves to the discharge area.
The screws are placed very close together to create a vacuum. However, sticky materials can cause the screws to rub and overheat, leading to damage. These pumps are also sensitive to temperature changes. If the rotors expand faster than the casing, they can seize.
The screws are coated with materials like PEEK or PFA. If condensation, particles, or overheating damage the coating, repairs are expensive and time-consuming. The entire pump must be sent to the vendor, causing downtime. These pumps work best for low-boiling materials with stable process conditions. For high-boiling or variable processes, maintenance costs can be high.
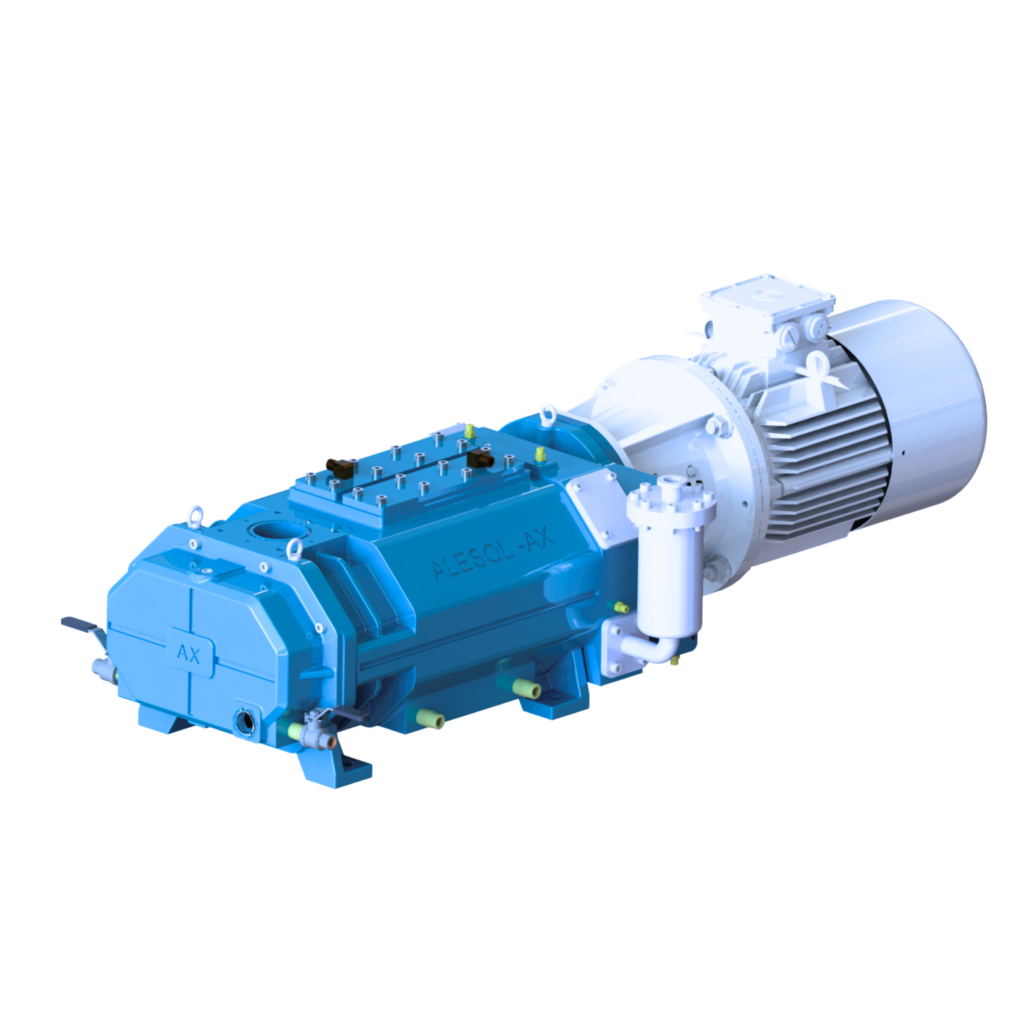
These pumps use two claw-shaped rotors that rotate in opposite directions. They suck in air or gas, compress it, and discharge it. An additional root stage helps achieve a better vacuum.
The vertical design prevents condensation and corrosion, unlike horizontal designs. These pumps handle sticky materials and temperature changes better, with less risk of internal damage.
The rotors don’t have coatings, making them more flexible and reducing maintenance costs. If one rotor is damaged, only that part needs replacement, not the entire pair. Repairs can be done on-site, avoiding long downtimes.
These pumps work well for both high and low-boiling materials. However, they are not suitable for fluids with a pH value below 2.
Dry vacuum pumps are cleaner and more reliable than traditional wet pumps. They don’t use oil or water, so there’s no risk of contamination. They provide a wide range of vacuum levels and need minimal maintenance. They are also safe for pumping flammable and corrosive vapors, making them ideal for pharmaceutical and chemical industries.
Vacuum pumps are essential in many industries like chemical, pharmaceutical, fertilizer, dairy, food processing, and steel plants. They are used for tasks such as drying, distillation, sterilization, degassing, and crystallization.
Picking the right vacuum pump is a big decision. Plant managers, engineers, and project teams carefully think about factors like the level of vacuum needed, maintenance, upfront costs, utility requirements, and the total cost over the pump’s lifetime.
There are four main types of vacuum pumps used in industries:
Each type has its pros and cons. Here’s a quick comparison:
Dry vacuum pumps are widely used because they are durable, eco-friendly, and safe. They don’t need extra utilities like water or oil, which makes them cost-effective in the long run.
Final Thoughts Choosing the right vacuum pump depends on your specific needs. Consider the vacuum level, maintenance, costs, and environmental impact. Each technology has its strengths, so pick the one that fits your project best.
Every business needs vacuum pumps to run smoothly. But with so many options, how do you pick the right one for your needs? This guide breaks down the types of dry vacuum pumps, how they work, and their benefits. By the end, you’ll know which pump is best for your business.
Dry vacuum pumps are used in many industries, from manufacturing to chemical processing. Each type has its own pros and cons, so it’s important to choose the right one for your specific needs.
Before choosing a pump, think about your project’s requirements, the space you have, and the type of work you’ll be doing. Regular maintenance is also key to keeping your pump running well. Plus, dry vacuum pumps are eco-friendly, which is a big advantage.
There are several types of industrial dry vacuum pumps, each designed for different tasks:
Each type has its own strengths and weaknesses. For example, some are better for drying, while others handle contaminants better. Always consider your specific needs before buying.
These pumps are built for recovering solvents in industrial and chemical processes. They can pull vacuum levels up to 5 Torr (10 inHg), making them ideal for solvent recovery. They’re also customizable, which can save you money.
There are three main types:
To get the best results, choose a pump that matches your pressure range, suction capacity, and other needs.
Dry claw vacuum pumps have a unique claw-like design, making them perfect for tight spaces and high-pressure environments. They’re great at removing air, dust, and debris, which makes them ideal for factories, warehouses, and other industrial settings.
While many manufacturers claim their pumps can handle corrosive vapors, this is only true to some extent. To avoid damage, it’s best to keep corrosive materials in vapor form rather than letting them condense.
Choosing the right dry vacuum pump for your business depends on your specific needs. Different types of pumps work better for different tasks. Some common options include floor and upright centrifugal pumps.
Before making a decision, research all the available options. Once you pick the right pump, follow the manufacturer’s instructions for installation. Always test the pump before using it to ensure it works properly.
Dry vacuum pumps are used in many industries, like construction and manufacturing. They create a vacuum by using suction to pull objects or liquids into the air. There are different types of dry vacuum pumps, each designed for specific tasks. Some are better for small jobs, while others handle larger tasks.
Always use these pumps carefully to avoid accidents or damage. If you’re looking for a vacuum pump, explore your options and choose the one that fits your needs.
There are several types of dry vacuum pumps, each with its own advantages:
Consider the type of task, pressure range, and chemical compatibility. Common types include rotary vane, diaphragm, and piston pumps. Rotary vane pumps are popular for their versatility. Always choose a reliable manufacturer for quality performance.
Pros:
Cons:
Mechanical Vapor Recompression (MVR) systems are a game-changer for industries. They recycle energy within the system, cutting down on energy use. A key part of MVR is creating and maintaining the right vacuum levels. This is where Roots Vacuum Pumps come in. These pumps, like twin lobe Roots Blowers, are vital for keeping the pressure difference needed for MVR to work efficiently. They can be customized for different uses, from treating wastewater to crystallization. Knowing how vacuum works in MVR systems is crucial for getting the best results. Let’s take a closer look at how vacuum works in MVR systems and the role of Roots Vacuum Pumps.
MVR systems need precise vacuum levels to function properly. The right vacuum level depends on factors like the type of process, the liquid being evaporated, and how well the system needs to perform.
When designing an MVR system, it’s important to consider these factors. This ensures the vacuum pump can achieve and maintain the right vacuum levels. Doing this improves energy efficiency and keeps the process stable.
Vacuum is key to making MVR systems more efficient. It creates a low-pressure environment, allowing liquids to evaporate at lower temperatures. This means the system uses less energy. Vacuum pumps also maintain a steady pressure difference, which helps the MVR system run smoothly and boosts its ability to recompress vapor.
Vacuum changes how quickly liquids evaporate and lowers their boiling points. When a vacuum pump creates low pressure, the boiling point of a liquid drops. This happens because liquid molecules need less energy to turn into vapor. As a result, evaporation happens faster and uses less energy. In MVR systems, this leads to quicker and more efficient evaporation.
MVR systems work better in low-pressure conditions. The vacuum pump reduces pressure in the evaporator, making the liquid boil at a lower temperature. This produces cooler, low-pressure vapor. Since the vapor is at a lower pressure, the MVR compressor needs less energy to compress it. This reduces the system’s overall energy use. The vacuum pump also ensures a steady flow of vapor from the evaporator to the compressor.
Roots vacuum pumps are a great match for MVR systems. They can handle large amounts of vapor and work well under different pressure conditions. Their sturdy design and positive displacement operation make them ideal for tough industrial tasks.
In MVR systems, Roots pumps work alongside the compressor. Together, they create and maintain the low-pressure environment needed for effective vapor recompression.
Roots vacuum pumps are essential for optimizing MVR systems. Here’s how they help:
Roots pumps make MVR systems more efficient and stable, saving energy and improving performance.
For MVR systems to work at their best, vapor compression and vacuum creation need to be perfectly synchronized. Roots vacuum pumps and compressors must work together to maintain the right pressure difference. The compressor increases the vapor’s pressure, while the Roots pump lowers the pressure on the evaporator side.
This teamwork ensures a steady flow of vapor. If the pressure isn’t balanced, the system can become less efficient or even shut down. This highlights the importance of proper control and coordination between the pump and compressor.
Roots vacuum pumps are crucial for improving the performance and efficiency of MVR systems. They provide the vacuum levels needed to boost efficiency and reduce energy use. Their design features, like internal lubrication and explosion-proof capabilities, make them reliable for various industries.
Roots pumps can handle changing pressures and maintain stable conditions, making them ideal for high-speed, low-maintenance applications. They significantly improve the efficiency and productivity of MVR systems across many industries.
Roots blowers are key to boosting vapor recompression in MVR systems. They create a vacuum that lowers the boiling point of liquids, making it easier to produce vapor at lower temperatures. Since this vapor is cooler, it requires less energy to compress. This makes the whole process more efficient, saving energy and reducing costs while being better for the environment.
Roots vacuum pumps are crucial for MVR systems. They help lower the boiling point and improve heat transfer, which reduces energy use. Less energy means lower operating costs and a smaller environmental footprint.
These pumps also maintain a steady vacuum, ensuring the MVR system runs smoothly and consistently. This improves performance and extends the life of system components.
Roots vacuum pumps are popular in MVR systems, but there are other options. Here’s a quick comparison:
| Feature | Roots Vacuum Pumps | Liquid-Ring Vacuum Pumps | Dry Vacuum Pumps |
|---|---|---|---|
| Operating Principle | Positive Displacement | Liquid-Ring Entrapment | Dry Running Mechanism |
| Ultimate Vacuum | High | Moderate | High |
| Pumping Speed | High | Moderate | Low to Moderate |
| Maintenance | Moderate | High | Low |
Roots pumps are great for MVR systems because of their high pumping speed and ability to handle vapor. However, the best choice depends on your specific needs.
When designing MVR systems with Roots pumps, consider factors like process requirements, desired vacuum levels, and pump features.
Choosing the right size and type of Roots pump is critical for energy efficiency and performance. Proper integration into the system ensures a steady vacuum and prevents leaks.
Picking the right size and type of Roots pump is essential for optimal performance. Consider the vacuum level, flow rate, and process conditions.
A pump that’s too small won’t maintain the needed vacuum, while one that’s too big wastes energy. Consulting experts like Vacculex, a leading vacuum pump manufacturer, can help you find the best fit for your MVR system.
When designing the vacuum system, focus on pipe size and layout to reduce pressure drop and maintain efficient vapor flow. Use high-quality vacuum-rated valves and fittings to prevent leaks.
Adding vacuum sensors and control systems helps monitor and maintain the right vacuum level. Also, plan for easy maintenance and future system expansions.
Managing pressure and flow rate is crucial for MVR efficiency. The right pressure lowers the boiling point, improving evaporation and reducing energy use.
Accurate flow rate measurements help optimize settings for the Roots pump and MVR compressor, ensuring a well-run system.
Roots vacuum pumps are widely used in MVR systems across industries due to their efficiency and reliability. They’re common in wastewater treatment, food processing, and more. Their ability to maintain low pressure improves energy recovery during evaporation and distillation.
These pumps are durable and perform well in various conditions, making them ideal for MVR applications.
Roots pumps are highly effective in wastewater treatment plants using MVR systems. They create low-pressure conditions for efficient evaporation, helping concentrate sludge and recover water. Their ability to handle moist vapor makes them perfect for this challenging environment.
In the food and beverage industry, hygiene and product quality are top priorities. Roots pumps, made with food-grade stainless steel, are ideal for MVR systems in processes like juice concentration and dairy evaporation.
They run without oil or lubricants, reducing contamination risks, and have explosion-proof features for safety in flammable environments.
Roots pumps are vital in chemical and pharmaceutical industries for tasks like solvent recovery, distillation, and crystallization. They offer precise pressure control and are built with corrosion-resistant materials to handle harsh chemicals.
Their reliability ensures safe and efficient operation in demanding manufacturing settings.
While Roots pumps offer many benefits, there are challenges like vacuum leaks, pressure changes, and maintenance needs.
Careful system design, regular inspections, and timely maintenance are key to overcoming these issues and maximizing efficiency and lifespan.
Over time, parts like seals and bearings can wear out, reducing vacuum levels and pumping power. Process changes or sudden vapor load increases can also affect pressure stability.
Regular inspections, timely part replacements, and monitoring system parameters help maintain optimal performance.
Vacuum leaks and pressure instabilities can hurt MVR system efficiency. Leaks often come from damaged seals or poor connections, while pressure issues arise from process changes or incorrect settings.
Using leak detection tools, accurate pressure sensors, and control systems can help resolve these problems.
Regular maintenance is essential for keeping Roots pumps running well. Inspect rotors, bearings, and seals for wear or damage, and use recommended lubricants to reduce friction.
A strong maintenance plan prevents unexpected breakdowns, improves efficiency, and extends the pump’s lifespan in MVR systems.