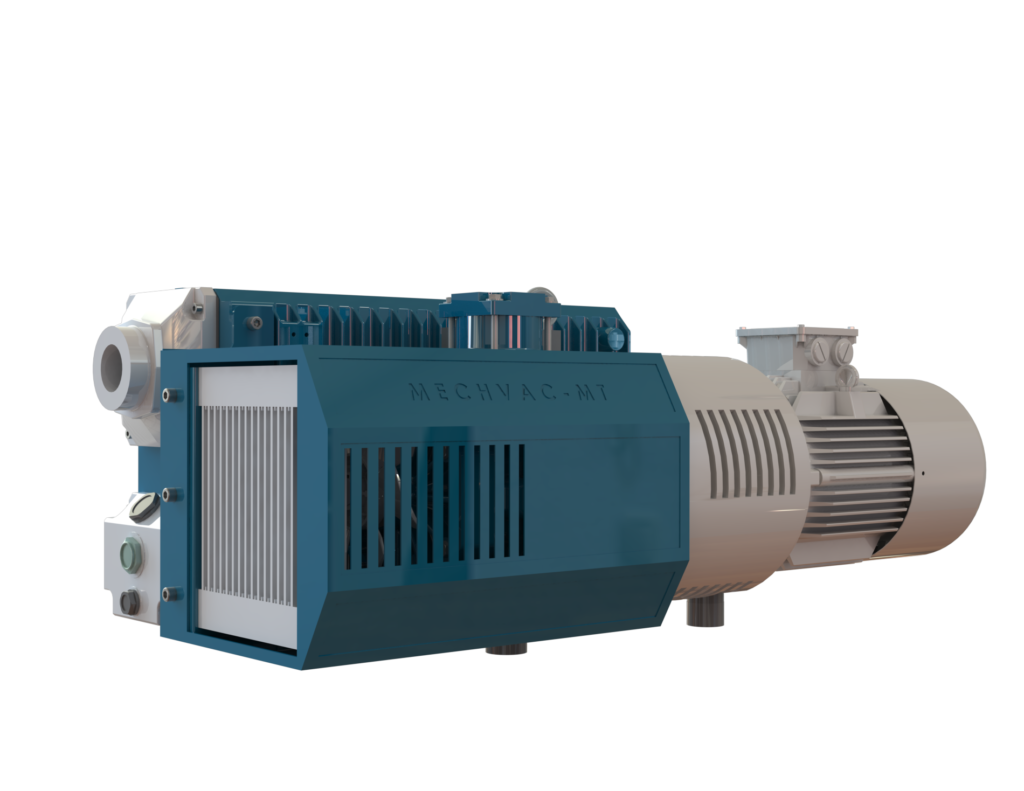
The Mechvac MT Series represents the pinnacle of vacuum pump technology.
This series, which combines cutting edge direct seal rotary vane technology with expert craftsmanship, is the pinnacle of excellence, fusing cutting edge innovation with demand driven design improvements.
Made from premium raw materials, every essential part guarantees that the M Series performs exceptionally well: reaching very high vacuum levels, minimizing noise and vibration, optimizing efficiency, guaranteeing unwavering reliability, and making installation and maintenance procedures easier.
The Mechvac MT Series represents the pinnacle of vacuum pump technology. This series, which combines cutting edge direct seal rotary vane technology with expert craftsmanship, is the pinnacle of excellence, fusing cutting edge innovation with demand driven design improvements.
Made from premium raw materials, every essential part guarantees that the M Series performs exceptionally well: reaching very high vacuum levels, minimizing noise and vibration, optimizing efficiency, guaranteeing unwavering reliability, and making installation and maintenance procedures easier.
The MT Series, which is well known for its robustness and consistency, is a representation of dependability since it can easily handle situations with intermittent or continuous use.
Its adaptability is evident in the variety of sizes, design options, and matching accessories it offers, guaranteeing flawless integration with a range of operational procedures.
Maintenance procedures are also designed with the user in mind, giving operators easy maintenance.
The fundamentals of maintenance are routine oil changes and filter replacements at predetermined intervals, which require little assistance and allow operators to handle upkeep with ease.
Lots of low and medium vacuum applications, including freeze drying, process engineering, analytics, general and chemical laboratories, and more, are perfectly suited for rotary vane vacuum pumps.
Positive displacement, which occurs when air or gas volumes are contained in a closed space and compressed when the space is mechanically reduced, is how a rotary vane pump operates.
| Model | 50/60Hz | MT25 | MT40 | MT63 | MT100 |
|---|---|---|---|---|---|
| Flow Rate | 50Hz | 25m3/h | 40m3/h | 63m3/h | 100m3/h |
| 60Hz | 30m3/h | 48m3/h | 76m3/h | 120m3/h | |
| Ultimate Pressure | mbar(abs) | 0.5 | 0.1 | ||
| Inlet Port | Inch | G3/4 | G11/4″ | ||
| Motor Power | KW | 0.75/1.1 | 1.1/1.5 | 1.5/2.2 | 2.2/3.0 |
| Speed | Min | 1440/1720 | 1440/1720 | 1440/1720 | |
| Noise | dB(A) | 61 | 64 | 63 | 65 |
| Oil Volume | L | 1 | 1.5 | 2.2 | |
| Weight | Kg | 19 | 42 | 55 | 75 |
| Model | 50/60Hz | MT160 | MT200 | MT250 | MT300 |
|---|---|---|---|---|---|
| Flow Rate | 50Hz | 160m3/h | 200m3/h | 250m3/h | 300m3/h |
| 60Hz | 190m3/h | 240m3/h | 300m3/h | 360m3/h | |
| Ultimate Pressure | mbar(abs) | 0.1 | |||
| Inlet Port | Inch | G2″ | |||
| Motor Power | KW | 4/5.5 | 5.5/7.5 | 5.5/7.5 | |
| Speed | RPM | 1440/1720 | |||
| Noise | dB(A) | 65 | 71 | ||
| Oil Volume | L | 6 | 7.5 | ||
| Weight | Kg | 149 | 193 | ||
A-204, Mayfair Corporate Park, Besides Collabera, Kalali-Talsat Road, Vododara, Gujarat, India - 390012
Plot No.- 351, Horizon Industrial Park, Bamangam, Karjan, Vadodara, Gujarat India - 391210
Mon-Fri (9 am - 8 pm)
Your Premier ‘Made in India’ Manufacturer of Advanced Vacuum Solutions
Rotary vane vacuum pumps are a type of vacuum pump that uses a spinning rotor with vanes to compress and remove air, creating a vacuum.
Think of it like a machine that sucks air out of a space to make it almost empty, which is useful in many industries.
These pumps have several benefits, including achieving high vacuum levels, being quiet, and having a long lifespan. They come in two main types:
They are used in various fields, such as power steering in cars, carbonating drinks in fountain dispensers, and creating vacuum conditions in scientific experiments. Their versatility makes them essential in both industrial and research settings.
Rotary vane vacuum pumps are a critical component in many industrial and scientific applications, valued for their efficiency and reliability.
This detailed analysis expands on the key points, providing a comprehensive overview for readers seeking a deeper understanding.
A rotary vane vacuum pump is a positive-displacement pump that creates a vacuum by removing air or gas from a closed space.
It operates using a rotor mounted eccentrically inside a cylindrical housing, with vanes that slide in and out to compress and expel air.
This mechanism is particularly effective for creating low-pressure environments, essential in fields like manufacturing, research, and healthcare.
The concept of a vacuum, simply put, is a space with minimal air or gas. Vacuum pumps, including rotary vane types, are devices designed to achieve this by reducing pressure.
Rotary vane pumps are especially noted for their ability to handle a range of vacuum levels, making them versatile for various applications.
The benefits of rotary vane vacuum pumps are numerous, contributing to their widespread use:
Understanding the components of a rotary vane vacuum pump helps in appreciating its operation:
Dry-running pumps lack these oil-related parts, relying on graphite vanes for friction resistance.
The operation of an oil-lubricated rotary vane vacuum pump can be broken down into steps:
Dry-running rotary vane vacuum pumps operate similarly but without oil, using graphite vanes for durability:
These pumps are ideal for applications requiring oil-free operation, such as food processing, where contamination must be avoided. However, their vacuum levels are generally lower, typically 2–10 mbar absolute, compared to oil-lubricated counterparts.
Rotary vane vacuum pumps find use in a wide range of applications:
These applications demonstrate the pump’s versatility, catering to both industrial and research needs.
Rotary vane vacuum pumps are indispensable tools, offering reliable performance across diverse applications.
Their ability to operate in oil-lubricated or dry-running modes ensures flexibility, while their quiet operation and long lifespan make them cost-effective.
Understanding their operation and benefits aids in selecting the right pump for specific needs, enhancing efficiency and productivity.
Rotary vane vacuum pumps from Mechavac Tech are strong and built to last. They work hard in many places, like car shops and medicine labs.
These pumps use oil to seal and run in two stages. If you take care of them the right way, they can work well for years. Not sure how to do that? Here are five easy tips to help your pump stay in top shape.
The exhaust line lets air out of the pump. If it gets blocked, the pump can have problems. It might pump too slowly or not start at all. Worse, it could get too hot and break down. To stop this, make sure the exhaust line stays open. Nothing should block it—like dirt or objects.
Check the line often to keep it clean. Dust or tiny bits can pile up inside over time, especially in messy work areas. Use a soft brush or air to clean it out. Don’t use anything sharp that could harm the line. Also, set up your pump so the exhaust has plenty of room to let air out. This small step can save your pump from big trouble.
These pumps use air to stay cool. That means they need to be in a spot with good airflow. If you put the pump in a tight, closed place—like a cabinet—it can get too hot. Heat can hurt the pump and even ruin the oil inside. When that happens, the pump might stop working.
Always place your pump where air can move around it. If your workspace is warm, add a fan to help. I once saw a pump break because it was near a heater with no air around it. Now, I make sure my pumps have space to breathe. Keeping them cool is an easy way to make them last longer.
Tiny particles in the air can sneak into your pump. This happens a lot in dusty or busy workspaces. Those particles can mess up the pump and make it wear out faster. To stop this, use high-quality filters. Filters catch dirt before it gets inside.
There are different filters you can use. Inlet filters keep junk out of the pump. Exhaust filters clean the air coming out. Leybold makes lots of filter options you can pick from. Choose one that fits your work area. For example, if there’s lots of dust, get a strong filter. Good filters keep your pump safe and running smoothly.
When you run the pump, water vapor can get inside. This happens because air has moisture in it. That water can cause trouble. It might stop the pump from working right or hurt the oil seal. To fix this, use the gas ballast every time you turn on the pump.
What’s a gas ballast? It’s a little trick that lets some air into the pump. This air pushes out the water vapor so it doesn’t stay inside. I didn’t know about this when I started using pumps. My pump got weak after a while because I skipped this step. Now, I use the gas ballast all the time, and it really helps. It’s a simple way to keep your pump strong.
When the pump runs, it can send out oil mist from the exhaust. This mist looks like smoke and isn’t good for you to breathe. It can also make the pump wear out quicker. To stop it, use an oil mist eliminator. This tool cleans the air coming out of the pump.
Oil mist can make your workspace messy too. It might leave oil on floors or equipment. That’s not safe or clean. Leybold has exhaust filters that work great for this. If you see mist coming out, check the eliminator. It might need replacing. Keeping the air clean helps your pump—and you—stay healthy.
These five tips are easy to follow. Keep the exhaust clear, cool the pump, use filters, run the gas ballast, and stop oil mist. Doing these things will help your rotary vane pump work well for a long time. It’s all about small habits that add up to big results.
Oil-sealed pumps have been around for years. They’re used in lots of industries. But now, dry vacuum pumps are taking over. Why? Because they’re better in many ways. They’re great for places like medicine labs, chemical plants, and even food factories. Let’s see what makes dry pumps special and why you might want one.
A dry vacuum pump doesn’t use oil or water inside. That’s a big deal. No oil means no leaks or messes. It also means less waste to clean up. These pumps are clean and simple to run. They cost less to maintain and are good for the planet. Plus, they’re quiet and don’t take up much room.
An oil-sealed pump uses oil to seal and cool itself. The oil helps the pump work, but it can cause problems. It might leak or need changing often. These pumps are common in places like labs or car shops. They’re solid and cheap to buy, but they’re not as clean or easy as dry pumps.
Let’s compare dry pumps and oil-sealed pumps. This will show why dry pumps often win.
Dry pumps come out ahead in most ways. They’re cleaner, easier, and save money later. Oil-sealed pumps might be good for some jobs, but dry pumps are more modern.
Different jobs need different pumps. Here’s where each one shines.
Even in these spots, dry pumps are starting to take over. They’re just more flexible and cleaner.
Cost is a big part of picking a pump. Let’s break it down.
So, oil-sealed pumps might look cheap now. But dry pumps win long-term. It’s like buying shoes—cheap ones wear out fast, while good ones last.
Dry pumps are greener. Here’s why.
With rules getting stricter, dry pumps fit the green push. They help you stay earth-friendly.
Dry pumps help your workspace too.
Dry pumps are the future. More places are using them. New types—like screw or claw pumps—are even better. If you’re upgrading, dry is the way to go.
Pumps can act up. Here’s how to fix them.
Dry vacuum pumps beat oil-sealed pumps in lots of ways. They’re clean, cheap to run, and green. They fit more jobs and save hassle. Oil-sealed pumps still work for some things, but dry pumps are smarter for most. Thinking of switching? Talk to Mechavac Tech. They’ll help you pick the right one.
